以下是:滚压管研磨管加工厂支持批发零售的产品参数
| 最小起订 | 1公斤 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20#/45#/16Mn |
|---|
| 产品品牌 | 九冶 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 定制 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 有色金属 |
|---|
| 质保时间 | 1个月 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 机械加工/液压 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 正品 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/Q345B/304不锈钢 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工 |
|---|
滚压管研磨管加工厂支持批发零售,安达液压机械有限公司为您提供滚压管研磨管加工厂支持批发零售产品案例,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:聊城辽河路燕山路交叉口南500米东首发货到广东省 惠州市 惠城区、惠阳区、博罗县、惠东县、龙门县。 广东省,惠州市 惠州是历史文化名城,自古便是东江流域的政治、经济、文化中心。在漫长的历史文明进程中,千年惠州逐渐形成了璀璨多元的文化。东江流域孕育和发展起来的东江文明,是岭南文明的主要组成部分。
深入了解滚压管研磨管加工厂支持批发零售产品,一部视频就够了,快来观看!
以下是:滚压管研磨管加工厂支持批发零售的图文介绍
安达液压机械有限公司集地利人和,凭借科学的管理体系、自动化办公系统、较强的生产能力、先进的检测手段和强大的销售网络,制造出质量优良、价格公道的 广东惠州缸筒加工厂产品,服务于国内外市场。我们决心把公司建成 广东惠州缸筒加工厂行业内的品牌企业,致力用智慧与才能谱写中华民族工业腾飞的辉煌乐章!质量铸就品牌,诚信编织未来,公司竭诚与各界朋友携手并进、共创辉煌。



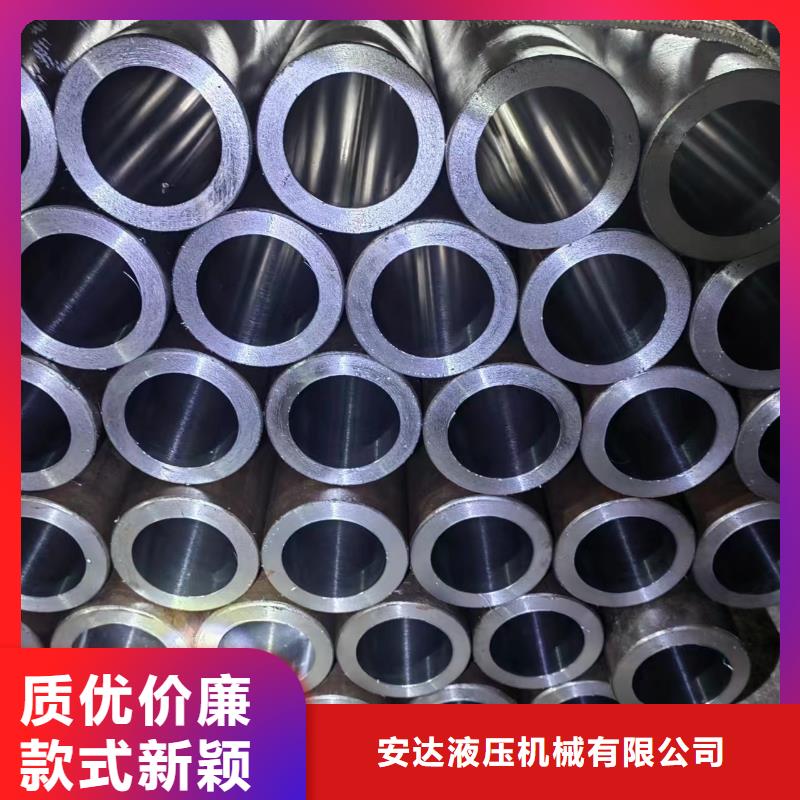
广东惠州珩磨管油缸管绗磨管绗磨管的优点主要有以下几点:
1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08μm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形,硬度提高HV≥4°。
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
在工艺上绗磨工艺就是珩磨机进行深孔绗磨的珩磨工艺是磨削加工的一种特殊形式,又是精加工中的一种加工方法。绗磨加工时珩磨时利用珩磨头圆周上的一条或多条油石,同时使珩磨头旋转和往复运动,零件不动;或珩磨头只作旋转运动,工件来回运动,实现绗磨。而滚压加工原理:是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加适量的压力,硬度和强度增加,从而改变了工件表面的耐蚀性和配合性。滚压管



广东惠州珩磨管油缸管绗磨管产生偏心的钢管 在热轧钢管生产过程中 容易产生,产生的环节多半是在热穿孔时产生的:
根据对自动轧管机轧后钢管的解剖分析,我们认为穿孔毛管经自动轧管机轧制后,钢管纵横向壁厚不均的形式基本上保留了穿孔毛管壁厚不均的分布特征,即轧后钢管仍具有螺旋状的壁厚不均,而且横向壁厚不均显著增大。
自动轧管机产生壁厚不均的原因是:
①穿孔毛管壁厚不均的存在形式和严重程度,直接影响轧后钢管壁厚不均的存在形式和严重程度。
②在自动轧管机上轧管时,因顶杆弯曲,使顶头位置偏离孔型中心而导致壁厚不均,其管中和管头各横截面上的 壁厚和小壁厚位置几乎固定不变;而管尾到管头壁厚不均程度则逐渐增大,因此,减小顶杆残余弯曲度,降低轧管时顶杆的轴向力,对减小壁厚不均程度有显著作用。
③减壁量越大,荒管壁厚不均越严重,减壁量较小时,自动轧管机有减小穿孔毛管壁厚不均的作用。④孔型调整不正确,当辊缝不平行时,会使荒管的壁厚不均加剧。滚压管



广东惠州珩磨管油缸管绗磨管绗磨管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精密钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管。绗磨管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。
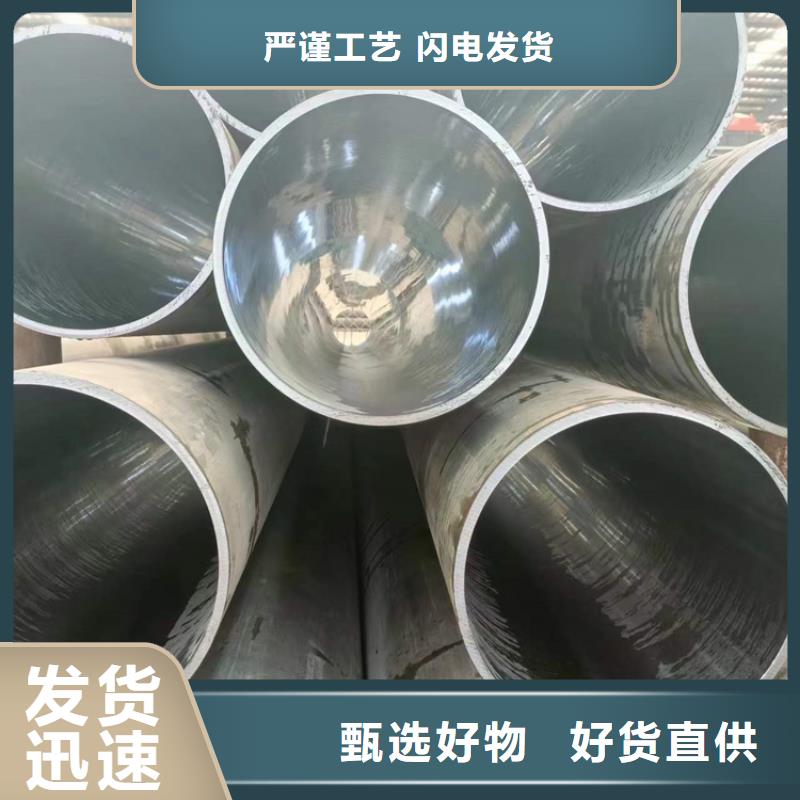
油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。
滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象。滚压管
厚壁油缸管是液压缸的主体,其内孔一般采用镗孔、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件和支架滑动顺畅,以保证密封效果,减少磨损;液压缸应能承受较大的液压,因此应具有足够的强度和刚度。端盖位于气缸的两端,与气缸形成封闭的油室。因此,端盖及其连接件应具有足够的强度。在设计中不仅要考虑强度,还要选择加工性能较好的结构形式。导套引导并支撑活塞或柱塞。有些液压缸由端盖孔直接导向,没有导向套。这种结构简单,但磨损后必须更换端盖。


在广东省惠州市采购滚压管研磨管加工厂支持批发零售请认准安达液压机械有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:高经理-17706353138,QQ:3573482096,地址:辽河路燕山路交叉口南500米东首)。